In FY2022, we created history by becoming the first Indian aluminium producer to manufacture low-carbon aluminium products under the ‘Restora’ brand. As the name signifies, Restora is part of our efforts to restore the environmental balance and contribute to the transition towards a low-carbon future. Metals and minerals will play a crucial role in this transition. Aluminium, for example, will find critical application in clean power technologies.
We are offering two product lines under brand Restora – Restora (low carbon aluminium) and Restora Ultra (ultra-low carbon aluminium) – both of which can be manufactured in the form of ingots, billets and other valueadded products to suit customer requirements.
Manufactured using renewable energy, Restora’s GHG emission intensity is almost half the global threshold of 4 tonnes of CO2 equivalent per tonne of aluminium manufactured. Restora Ultra, manufactured with aluminium recovered from dross, a byproduct of the aluminium smelting process, has a near-zero carbon footprint. To produce the first batch of Restora, our Aluminium business consumed nearly 2 billion units of renewable energy in 2021, making it India’s largest industrial consumer of renewables.
The launch of Restora marks a proud moment for us. It validates our commitment to decarbonise our operations and provide our customers, more conscious than ever of the provenance of products they use, unmatched competitive advantage with sustainable aluminium products. For the manufacture of Restora Ultra, we have partnered with Runaya Refining, one of India’s fast-growing manufacturing start-ups focused on creating innovative solutions for the resources sector.
To fulfil its agenda of lowering its carbon footprint, Vedanta Aluminium is working on a three-fold agenda – highest operational efficiency, more renewables in the energy mix, and transition to cleaner fuels.
As a result of this unwavering focus, in 2021, Vedanta Aluminium broke into the prestigious Dow Jones Sustainability Index (DJSI) world rankings at #4, amongst global aluminium producers.
Asset Performance Management at Vedanta Aluminium in Jharsuguda
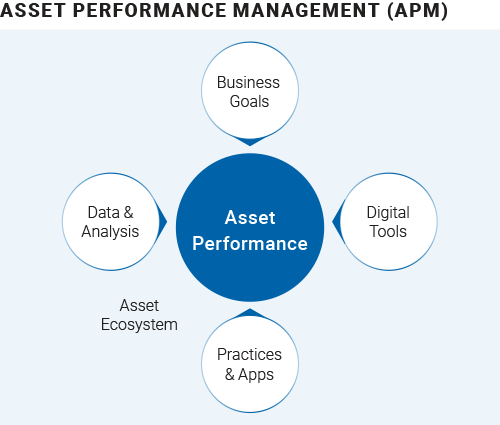
Asset Performance Management (APM) is an approach to managing all critical power plant assets of Boiler Turbine Generator (BTG) area. APM has become a primary enabler of digital transformation for power plant critical asset management among heavy industries. It focuses on achieving business objectives, improving asset reliability and availability, and minimising risks and operating costs.
The commissioning of APM leads to a range of new possibilities with immediate benefits, such as:
- Reducing ecological footprint
- Reducing asset downtime
- Enhancing revenue and profitability, together with on-time delivery and consistent quality
- Maximising production efficiency, when deployed with Industry 4.0 technologies such as big data, Artificial Intelligence (AI) and Machine Learning (ML)
- Funneling multiple silos and systems such as Open System Interconnection (OSI), Process Intelligence (PI) and SAP into a single view and enabling working as part of a larger ecosystem. It also enables better collaboration across the asset ecosystem and enhances effectiveness through data-led applications
APM can improve maintenance practices and asset life with the combination of visualisation tools, simulation modeling and real-time data acquisition.
At Vedanta Aluminium in Jharsuguda, APM implementation has resulted in:
- Collection and centralising asset health data from SAP and plant Operational Technology (OT) system
- Asset health monitoring and failure prediction for power critical assets
- Optimising asset maintenance planning by integrating with SAP system
- Achieving visual analysis using CAD or 3-D model for plant critical assets in BTG area
Central Historian at Electrosteel Steels Limited (ESL)
For any manufacturing operation, real-time data accessibility and availability are a critical success factor. These are imperative in aiding effective, informed and timely decision making. For Vedanta, the installation of Central Historian at ESL blast furnace is a step in this direction.
Using the Historian OSIPI portal, nearly 1,700 critical data points can be accessed instantly with a whopping 19x data storage enhancement. It has also helped automate generation of several reports, triggered to personnel concerned. This has significantly bolstered internal efficiency, while eliminating manual interventions and room for error, and re-deployment of man-hours into productive work.
The real-time capturing of all data points also enables detection of any deviations observed in critical equipment/process parameters from their acceptable standards, and auto-triggering of notifications via SMS and e-mail. This has already been recognised as the preventive mechanism for identifying any trips/alarms and thus resulting in significant savings in repairs and replacement costs. The system is highly user-friendly and provides users with functionalities to explore the system at their individual pace. Further, a central dashboard screen has also been developed providing real-time data visibility into critical process parameters.
Robotic Process Automation
RPA is a process where critical but redundant tasks are automated with the help of technology. It enables system-level efficiency and helps in releasing bandwidth of resourceful personnel.
At Vedanta’s ESL business, RPA has been used in the processing of Bank Reconciliation Statements, including downloading of bank statements from various banks, segregating them based on predefined filters, downloading the corresponding files and transferring them to respective stakeholders. Through this, we have achieved significant reduction of individual dependencies, improvement in turnaround time and a 100% accuracy with more than 90% reduction in pre-automation time.


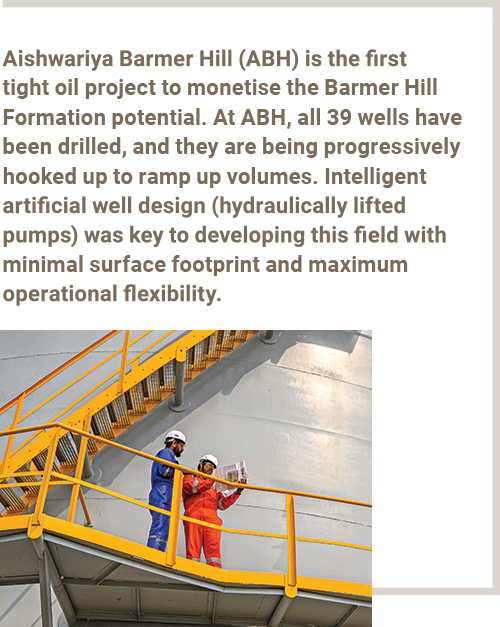
Recent technological advances have helped unlock vast sources of oil trapped in the Barmer Hill Formation. The ability to develop these reservoirs could prove to be a gamechanger, paving the way for the development of similar other reservoirs.
Advanced analysis and modelling techniques were used during longitudinal and transverse frac stages while optimising the lateral length of the wells and distance between each of the stages. The procedure integrated multiple technologies and techniques such as hydraulic fracture analysis, minifrac analysis with diagnostic fracture injection tests, petrophysical analysis and log evaluation, etc.
Petrophysical analysis and log evaluation are used to determine rock and reservoir characteristics to estimate pay, while step rate and minifrac analysis help define stress, net pressure and fluid efficiency.
More than 450 stages of fracs have been pumped with continuous improvement in fracturing design and methodology. Coil actuated cemented sliding sleeves were used to maximise frac efficiency.
Given the way technology has helped fracing of ABH, it comes as no surprise that there is increasing demand for hydraulic fracturing services.
In 2021, Vedanta Zinc International (VZI) piloted a new waste-to-value project at Black Mountain Mine (BMM) operations in Aggeneys, Northern Cape, South Africa. This is a project to recover iron ore (magnetite) from the BMM tailings. Through the new iron ore product line, BMM is advancing towards developing world-class, sustainable operations.
Conventionally, tailings originating from the mine were diverted to its tailings storage facility or the underground. However, with the commissioning of the iron ore project, the tailings will be now used to develop value-added products with varied utility. More importantly, this project will help us in minimising our environmental footprint, while creating employment opportunities for ~250 people in the Northern Cape area.
Phase 1 of the project will produce between 0.7-1 mtpa of iron ore, comprising sinter grade and dense media seperation (DMS) grade iron ores. In order to consistently produce a high-quality product, BMM worked with global industry experts and partners to design a standardised process.
The first part of the project will utilise feed from existing BMM operations and produce high-grade iron ore (68%+), which can be utilised as feedstock for steel and coal industries. The project is progressing well with major earthworks completed and construction in progress. The first production of high-quality iron ore at Fe grade >68%, is expected around September 2023.